
ТД АсбоЦем. Все права защищены. www.asbocem.ru (495) 799-40-54
Выработка асбестоцементных труб
Асбест со склада подается на бегуны, с помощью которых производится отделение его волокон друг от друга (распушка асбеста). Обыкновенно применяют бегуны с приводом и верхней передачей (рис.4). Распушенный на бегунах асбест после отвешивания попадает в особую ванну-голлендер (рис.5), где в присутствии воды производятся дополнительная распушка асбеста и перемешивание его с цементом, поступающим сюда из силосов. Цемент взвешивается на автоматических весах с регулятором, позволяющим отвешивать потребное для замеса количество материала. Голлендер представляет собой большую овальную ванну, которая может быть изготовлена на месте из бетона или отлита на заводе из чугуна. Голлендер оборудован рубильным валиком и так называемой основной плитой, предназначающимися для равномерного размешивания цемента, асбеста и воды и получения однородной смеси. Сначала в ванну наливают воду, затем добавляют всю порцию асбеста, который размешивается в воде до тех пор, пока он целиком не намокнет и не размешается равномерно в воде; только после этого начинают постепенно засыпать цемент. Вся масса из воды, асбеста и цемента подвергается весьма интенсивному перемешиванию при помощи вращающегося вала; овальная форма ванны способствует постоянной циркуляции смеси, вынужденной проходить все время между рубильным валиком и лежащей под ним плитой, так как ванна посередине разделена не доходящей до краев перегородкой.
|
|
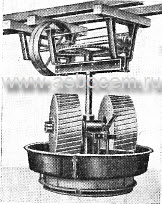 Рис.4. Бегуны для распушки асбеста
|
 Рис.5. Голлендер для мокрой распушки асбеста
|
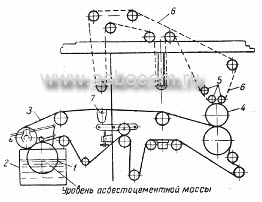 Рис.6. Схема машины для выработки безраструбных асбестоцементных труб
Полная емкость ванны составляет до 4000 л; вес за один раз загружаемых сухих материалов - 500-750 кг. Готовую смесь выпускают через спускной клапан в дне ванны и отводят по трубе в мешальный чан (см. рис.3), который одновременно представляет собой и уравнительный резервуар между периодически действующим голлендером и постоянно действующей асботрубной машиной. Мешальный чан может быть изготовлен из бетона, железобетона или другого материала. Весьма важно, чтобы заготовленная смесь не отстаивалась до поступления ее на машину. Во избежание этого в мешальном чане установлены медленно вращающиеся мешалки. Из мешального чана масса подается к машине, вырабатывающей асбестовой трубы.
В основном машина, вырабатывающая безраструбные асбестоцементные трубы (рис.6), состоит из следующих частей: а) вращающегося чугунного сетчатого барабана 1, установленного на подшипниках в ванне 2; чугунный барабан покрыт тонкой бронзовой сеткой; б) рабочего полотна (сукна) 3, несущего слой асбестоцементной массы; в) форматного цилиндра (скалки) 4, на который нививается труба; г) аппарата 5, уплотняющего стенки навиваемой трубы с помощью верхнего уплотнительного полотна 6; д) вакуум-коробки 7 для отсасывания воды из асбестоцементной массы, несомой рабочим полотном. Трубы изготовляются следующим образом. Жидкая асбестоцементная масса из уравнительного резервуара (мешального чана, см. рис.3) поступает в ванну (см. рис.6), где уровень массы при помощи регулирующего аппарата все время поддерживается на определенной высоте. При вращении сетчатого барабана в жидкой массе волокна асбеста с адсорбированными на них частицами цемента располагаются тонким слоем на сетке цилиндра; в связи с вращательным движением барабана большая часть волокон асбеста по длине располагается на окружности барабана, и в таком же направлении, т.е. по окружности барабана, располагается большая часть волокон асбеста и в стенке навиваемой трубы. Данное обстоятельство имеет существенное значение для обеспечения прочности труб, так как волокна асбеста, отличающиеся значительным сопротивлением на разрыв, работают именно в этом направлении, когда трубы подвергаются внутреннему давлению во время испытания или эксплуатации трубопроводов. Бесконечное полотно 3, соприкасаясь с сетчатым цилиндром в его верхней надводной части, снимает тонкую пленку асбестоцементной массы и транспортирует ее к форматному цилиндру 4, на который масса навивается концентрическими слоями. В процессе навивания слоев асбестоцементной пленки (толщина слоев 0,15-0,30 мм) они подвергаются равномерному уплотнению по всей длине форматного цилиндра верхним полотном, которое под значительным давлением спрессовывает навиваемые слои в монолитную массу.
|
|


КАТАЛОГ ПРОДУКЦИИ
|
||
Т о р г о в ы й Д о м А с б о Ц е м
(495) 799-40-54 asbocem@mail.ru