
ТД АсбоЦем. Все права защищены. www.asbocem.ru (495) 799-40-54
Круглосеточные трубоформовочные машины СМ-871
Все асбестоцементные трубы, выпускаемые в России, формуются на круглосеточных трубоформовочных машинах. В асбестоцементной промышленности работают более 80 технологических линий по производству асбестоцементных труб. Примерно на половине из них вырабатываются трубы длиной 4 м и диаметром от 200 до 500 мм. Третья часть машин выпускает трубы длиной 3 м и диаметром 100-150 мм. В последние годы на предприятиях устанавливаются новые, двухцилиндровые трубоформовочные машины для производства пятиметровых асбестовых труб диаметром 200-500 мм. Рассмотрим устройство трубоформовочной машины, выпускающей четырехметровые трубы, а затем двухцилиндровой машины для выпуска труб длиной 5 м.
Трубоформовочная машина СМ-871. Схема четырехметровой машины СМ-871 показана на рис.1. На этой машине так же, как и на круглосеточной листоформовочной, асбестоцементный слой получается за счет фильтрования на сетчатом цилиндре 1 асбестоцементной суспензии, поступающей из ковшовой мешалки в ванну 2. Для увеличения равномерности распределения суспензии по всей длине ванны имеется предванник, оборудованный отдельной лопастной мешалкой. С поверхности сетчатого цилиндра под давлением отжимного вала 3 асбестоцементный слой снимается на бесконечное сукно 4, которое переносит его к вакуум-коробке 5, а затем к прессовой части машины. Конструкция и работа прессовой части трубоформовочной машины отличается от листоформовочной. Вместо форматного барабана здесь имеется скалка 6, установленная на опорный вал 7. Сверху она прижимается к валу экипажем давления 8. Последний состоит из двух гидроцилиндров 9 (рис.2), расположенных по концам балок 10 и 11 и двух прессующих валов 12. Давление от гидроцилиндров передается балкам, а от них через четыре каретки 13 прессующим валам, непосредственно уплотняющим асбестоцементные слои, навиваемые на скалку. Каждая каретка имеет по З ролика 14 (см. разрез А-А на рис.2), через которые и осуществляется передача давления валам 12. Между прессующими валами экипажа давления и скалкой имеется верхнее бесконечное техническое сукно 15. Его главное назначение предотвратить прилипание асбестоцемента к прессующим валам, а также служить эластичной прокладкой между прессующими валами и асбестоцементным слоем в зонах их соприкосновения.
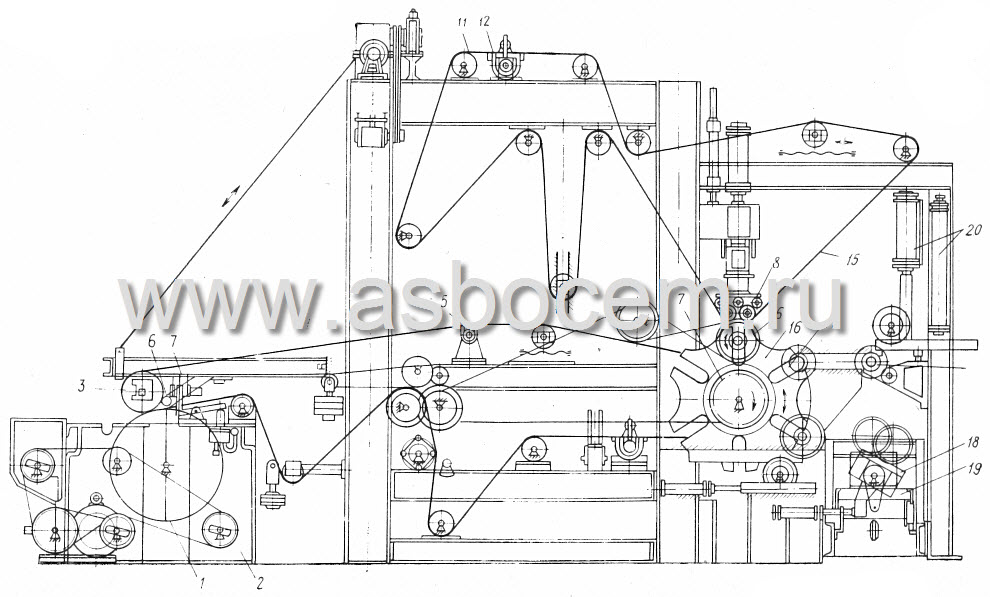 Рис.1. Трубоформовочная машина СМ-871
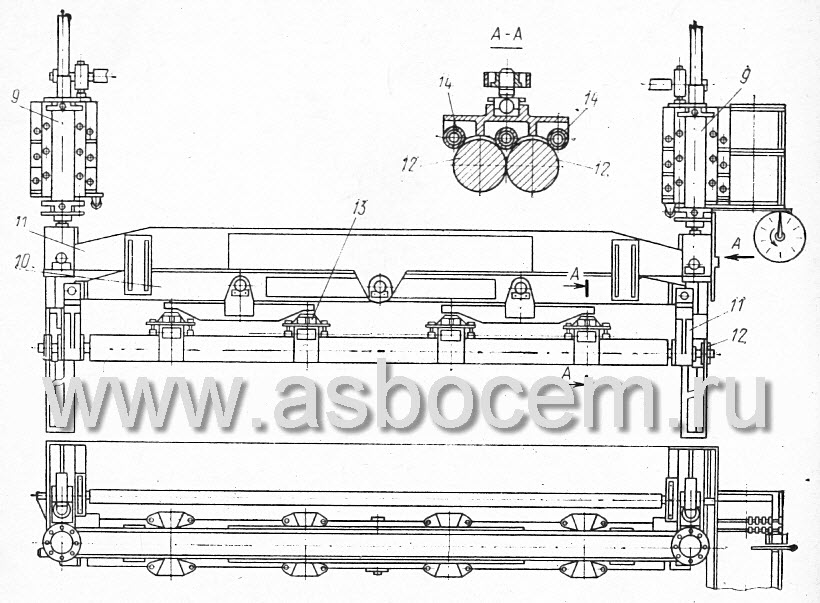 Рис.2. Экипаж давления машины СМ-871
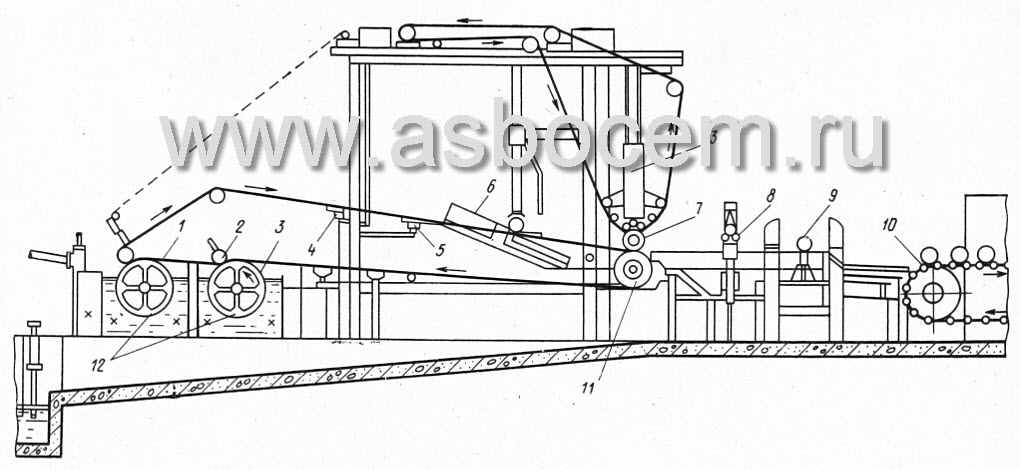 Рис.3. Трубоформовочная двухцилиндровая пятиметровая машина
В отличие от листов, толщина которых не превышает 10 мм, толщина стенок труб может достигать в зависимости от их диаметра 40 и даже 50 мм. При увеличении толщины уплотняемого слоя асбестоцемента возрастает вероятность его выдавливания из зазора между валами. Чтобы выдавливание исключить, по мере увеличения толщины слоя асбестоцемента на скалке уменьшают давление прессующих валов путем снижения давления масла в гидроцилиндрах. После навивания на скалке слоя асбестоцемента, равного заданной толщине стенки трубы, машина останавливается и с обоих концов трубы между ее стенкой и скалкой вводится на расстояние до 50 мм и тут же вынимается стальной штифт диаметром около 5 мм с заостренным концом. В образовавшиеся зазоры входит воздух. Эта операция называется подколкой. Затем машину пускают в ход на малой скорости и скалка вместе с трубой делает несколько оборотов. При этой операции, называемой развальцовкой, воздух, вошедший при подколке в зазор между скалкой и трубой, распространяется по всей поверхности скалки и незначительно растягивает свежесформованную стенку трубы. Затем скалка и труба выводятся из зоны формования, а на их место вводится новая скалка. Смена скалок производится с помощью специального механизма, имеющего две детали 16, называемые мальтийскими крестами, которые свободно сидят на шейках опорного вала. Хвостовики форматной скалки в процессе навивания трубы находятся в прорезях 17 мальтийских крестов (см. рис.1). После окончания формования трубы и развальцовки включается специальный привод мальтийских крестов (на рис.1 не показан) и они поворачиваются на 120°. При этом скалка с трубой выходит из зоны формования и скатывается в люльку 18 съемной тележки 19, а свободная скалка, хвостовики которой находились в других прорезях крестов, устанавливается на опорный вал. При скатывании скалки с трубой в люльку один из хвостовиков скалки попадает в захват, который препятствует ее осевому смещению. Затем включают привод тележки. Двигаясь вместе с люлькой и лежащей на ней трубой в направлении, перпендикулярном чертежу, тележка стягивает трубу с неподвижной скалки. Труба поступает на конвейер твердения, а специальный механизм 20 поднимает освободившуюся скалку и передает ее на мальтийские кресты. Для подколки, развальцовки трубы, а также смены скалок машина периодически останавливается после формования каждой трубы на 15-20 сек. Эти остановки весьма неблагоприятно сказываются на работе сеточной части машины. Суспензия в ванне при неподвижном сетчатом цилиндре перемешивается плохо, Происходит ее сгущение вследствие фильтрации воды сквозь сетку неподвижного цилиндра. На сетке образуется слой ненормально большой толщины, который после пуска машины переходит на сукно, а затем попадает на скалку и в формуемую трубу. Структура этого слоя нарушается при уплотнении, что снижает прочность стенок асбоцементной трубы. Работа трубоформовочной машины СМ-871 характеризуется следующими технологическими параметрами. Концентрация асбестоцементной суспензии в ваннах поддерживается в пределах 6-10%. Меньшая величина концентрации, при которой средняя толщина асбестоцементных слоев, из которых навивается труба, равная 0,22-0,25 мм, применяется при формовании труб, предназначенных для работы при давлении жидкости 0,9-1,2 МПа (условные обозначения труб ВТ-9 и ВТ-12). Трубы на рабочее давление 0,3-0,6 МПа формуются при концентрации суспензии в ванне 8-10% из слоев толщиной до 0,3 мм. Скорость движения сукна на машине изменяется от 10 м/мин в начале навивания трубы до рабочей скорости, равной 40-50 м/мин. На машине устанавливается одна или две вакуум-коробки, ширина щели у которых около 20 см, а рабочее разрежение около 40 кПа при одной коробке и 33-53 кПа при двух. Соответственно влажность слоя после вакуумобезвоживания составляет 40-45%. Уплотнение асбестоцементных слоев на прессовой части трубоформовочных машин имеет существенные отличия от уплотнения на листоформовочных машинах. Главные из них связаны с тем, что давление, которому подвергается слой при переходе с сукна на скалку, в зоне скалка - опорный вал, больше последующего давления на слой прессующих валов, а также с постепенным уменьшением уплотняющих давлений на трубу в процессе ее формования. Детальное рассмотрение работы прессовой части трубоформовочных машин с учетом закономерностей уплотнения асбестоцемента будет сделано в следующей статье.
Трубоформовочная двухцилиндровая пятиметровая машина. Схема машины приведена на рис.3. Эта машина отличается от предыдущей наличием двух сетчатых цилиндров 12, механизма 6 подачи скалок на опорный вал, специального каландра 8 для подколки и развальцовки труб, а также механизма 9 для извлечения скалки и съема трубы, которые отличаются по конструкции от механизмов того же назначения, установленных на трубоформовочной машине СМ-871. Асбестоцементный слой, полученный фильтрованием суспензии на первом по ходу сукна сетчатом цилиндре 12, передается под давлением отжимного вала 2 на сукно 1, которое переносит его ко второму сетчатому цилиндру, где на этот, первый слой, накладывается второй асбестоцементный слой, снимаемый со второго сетчатого цилиндра. Сукно с асбестоцементом на поверхности проходит над двумя вакуум-коробками 4 и 5, где из слоя и сукна отсасывается часть воды. Влажность слоя снижается с 52% до 40-42%. Затем сукно и слой входят в зону соприкосновения скалки 7 и опорного вала 11, где под действием экипажа давления 13 происходит уплотнение, обезвоживание слоя и передача его с сукна на скалку. Устройство экипажа давления принципиально не отличается от того, которое было рассмотрено ранее, у машины СМ-871, только здесь установлено не два, а пять гидроцилиндров, каждый из которых передает усилие через три ролика двум прессующим валам (см. рис.2). После навивания на скалке асбестоцементного наката заданной толщины главный привод машины автоматически останавливается, а экипаж давления поднимается. Скалка с трубой захватывается и снимается с опорного вала специальным устройством разгрузки (на рис. не показано) и передается на каландр 8. На опорный вал устанавливается другая скалка, на нее опускается экипаж давления и формование продолжается. На пятиметровой машине операции подкола и развальцовки производятся после снятия скалки с трубой с опорного вала на трехвальном каландре, поэтому продолжительность остановок машины между окончанием навивания одной и началом навивания следующей трубы, по сравнению с продолжительностью остановок четырехметровой машины, сокращается. Каландр 8 имеет два нижних вала, расположенных параллельно на одном уровне. Расстояние между валами в зависимости от диаметра формуемых труб может изменяться. Верхний, третий вал может перемещаться по высоте с помощью приводных шестерен и зубчатой рейки. Подкол трубы производится подачей сжатого воздуха в зазор между трубой и скалкой с обоих концов автоматически после установки скалки с трубой на каландр. По окончании подачи воздуха, продолжительность которого регулирует реле времени, на трубу опускается верхний вал и включается привод вращения нижних валов. Начинается развальцовка трубы, которая автоматически прекращается после истечения заданного времени. С каландра труба передается на механизм извлечения скалки 9. Во время вытягивания скалки труба фиксируется за счет присасьвания ее в устройстве, из полости которого отсасывается воздух. Труба, освобожденная от скалки, скатывается на роликовый конвейер 10 для предварительного твердения. При формовании труб больших диаметров для исключения их деформации под действием собственной массы в трубу вводят с обоих концов короткие цилиндрические пробки. Управление операциями смены скалки, развальцовки, вытягивания скалки производится с пульта управления машиной. Толщина (масса) слоя, снимаемого с двух сетчатых цилиндров на пятиметровой машине, может быть больше, чем толщина слоя на одноцилиндровой машине. Однако увеличивать массу слоя не позволяет прессовая часть машины. Ее конструкция, а следовательно, и технологические возможности, те же, что и на четырехметровой машине. Структура слоя, толщина которого превышает некоторую предельную величину (0,4-0,5 см), при уплотнении нарушается, снижается прочность трубы. Некоторое улучшение уплотнения труб на двухцилиндровой машине все же происходит за счет увеличения прочности незатвердевшего слоя на растяжение. При одной и той же толщине слоя, полученного на одном сетчатом цилиндре, и составленного из двух слоев вдвое меньшей толщины, снятых с двух цилиндров, прочность последнего на растяжение в свежесформованном состоянии будет больше, чем первого. Слои увеличенной прочности способны выдержать большую нагрузку при уплотнении без нарушения структуры. Поэтому прессовая часть трубоформовочной машины способна довести до заданной средней плотности слой большей толщины, если он составлен не из одного, а из двух слоев, полученных с двух сетчатых цилиндров.
|

КАТАЛОГ ПРОДУКЦИИ
|
||
Т о р г о в ы й Д о м А с б о Ц е м
(495) 799-40-54 asbocem@mail.ru