
ТД АсбоЦем. Все права защищены. www.asbocem.ru (495) 799-40-54
Типы асбестоцементных труб
Вес неармированных труб, начиная с диаметра 100 мм, значительно выше армированных и превышает его более чем в два раза при диаметрах 400 и 450 мм. Если же взять асбестоцементные трубы для более высоких напоров, то весовое преимущество армированных труб еще более показательно. Асбестоцементные трубы с сердечником из тонкостенной стальной трубы вырабатываются с помощью машины, изображенной на рис.2 и 3. Процесс заготовки асбестоцементной массы, т.е. распушки асбеста, перемешивание его с водой и цементом, а также использование полотна для нанесения на сердечник, являющийся в данном случае форматным цилиндром только вместо одного рабочего полотна шириной 3 или 4 м здесь используются три полотна шириной всего лишь около 0,3 м каждое. Кроме того, нанесение асбестоцементного слоя на форматный цилиндр - стальной сердечник будущей трубы - происходит по винтовой линии, так как форматный цилиндр во время навивания асбестоцементной пленки, кроме вращательного, имеет еще и поступательное движение.
|
 Рис.2. Машина для выработки асбестоцементных труб
с металлическим сердечником
|
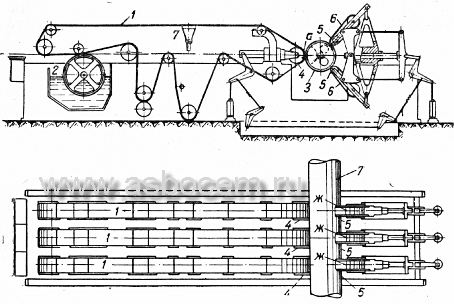 Рис.3. Схема машины для выработки асбестоцементных
труб с металлическим сердечником
|
Три рабочих полотна 1 (см. рис.3) снимают асбестоцементную пленку с сетчатого барабана 2 и передают ее вращающейся трубе 3 форматного цилиндра в точке а. Каждое из трех рабочих полотен 1 приводится в движение самостоятельным мотором 4. Против каждого полотна имеются два уплотнительных валика 5, установленных на специальных вилках и имеющих небольшие уплотнительные полотна 6. При движении рабочего полотна с асбестоцементной пленкой от сетчатого барабана до форматного цилиндра пленка обезвоживается, проходя над вентилятором 7 (вакуум-коробка). Мотор 4 и два уплотнительных валика 5, составляя единую систему автоматического центрирования и обеспечивая правильное положение форматного цилиндра, придают ему точное
положение, а вращательное движение создается от мотора 4. Каждый из трех валов моторов 4 вместе со своими уплотнительными валиками 5 накоплен по отношению к оси форматного цилиндра 3 под строго определенным небольшим углом. Поэтому при вращении мотора 4 труба 3 получает, помимо вращательного, еще и поступательное движение, благодаря чему асбестоцементная пленка наносится на поверхность трубы по винтовой линии. В зависимости от угла и направления наклона создаются та или иная скорость и направление поступательного движения трубы. Давление от рабочего вала мотора 4 и уплотнительных валиков 5 всегда направлено к центру трубы 3, независимо от ее диаметра, для чего валики 5 и 4 имеют специальные приспособления, обеспечивающие такое центрирование. Такая машина может изготовлять трубы диаметром от 50 до 600 мм. Производительность ее зависит от толщины асбестоцементной пленки, от быстроты движения рабочего полотна и его ширины. Толщина асбестоцементного слоя, которую можно получить при одном проходе полотна, зависит от толщины асбестоцементной пленки, снимаемой с сетчатого барабана, и от шага спирали навивания на трубу 3. Толщина пленки, снимаемой с сетчатого барабана, поддается регулированию и зависит от концентрации асбестоцементной эмульсии, поступающей к сетчатому барабану из заготовительного отделения. Установлено, что эта толщина при изготовлении асбестоцементных труб должна колебаться в пределах от 0,1 до 0,3 мм, так как при большой толщине пленки последняя не поддается нужному уплотнению и стенки труб получаются не вполне монолитными. Шаг винтовой линии может быть установлен по желанию с помощью валиков 5 и 4. Если шаг винтовой линии будет равен 1/20 ширины рабочего полотна 1, то при трех рабочих полотнах толщина слоя, полученного при одном перемещении поперек машины, будет равна 3х20=60-кратной толщине асбестоцементной пленки, наносимой рабочим полотном на трубу. Поэтому при желании получить толстый слой за один проход машины выбирают малый шаг и малую скорость поступательного движения трубы; наоборот, если нужна малая толщина, то, придавая больший наклон валикам 5 и 4, получают большую поступательную скорость, и производительность машины в погонных метрах продукции увеличивается. Весьма важно, чтобы в процессе нанесения асбестоцементного слоя не произошло никакого смещения и его разрывов, поэтому нельзя допускать возникновений усилий, могущих вызвать эти явления. Для этого выходящая из машины труба поступает на специальные катки, которые е·е поддерживают; затем трубу переносят на склад, где она остается до отвердения асбестоцементного слоя. С помощью такой машины можно наносить асбестоцементную изоляцию на стальные трубы, применяющиеся при постройке нефте-, газо- и водопроводов высокого давления. Асбестоцемент в качестве изоляции металлических труб по своим механическим и экономическим качествам превосходит многие из давно известных изоляционных материалов и потому может широко применяться на постройках высоконапорных водоводов, прокладываемых в агрессивных грунтах. На таких машинах можно вырабатывать асбестоцементные трубы длиной в 10 и 15 м; для этого достаточно применить форматный цилиндр надлежащей длины; однако при такой длине цилиндра чрезвычайно трудно снимать с него навитую трубу, и, главное, вследствие хрупкости асбестоцементных труб такая длина их практически недопустима. Неармированные асбестоцементные трубы не следует делать длиной более 6 м; при этой длине они транспортабельны и удобны для работы, а вес их настолько невелик, что один рабочий может без затруднения переносит две асбестоцементные трубы диаметром 100 мм.
|


КАТАЛОГ ПРОДУКЦИИ
|
||
Т о р г о в ы й Д о м А с б о Ц е м
(495) 799-40-54 asbocem@mail.ru